
Almanya, Pleidelsheim
...Yüzey İşlemesi – Düzden Kaba, Renkli Olandan Metalik Olanına
Alüminyum, belirli bir bireysel yüzey işlemesine ihtiyaç duyabilir. Alüminyumun çeşitli işleme türleri, anodizasyon veya toz kaplama gibi, ayrıca zımparalama, fırçalama veya parlatma gibi mekanik ön işlemlerin özel olanakları, optimal bireyselleştirilmiş problem çözüm çeşitliliğimizin bileşenleridir.






Almanya, Quedlinburg
1993
20-49
Teslimat: Avrupa
...Ön paneller, 19 inç ön paneller çizimlerinize göre
Müşteri özel gereksinimlerine göre üretim
Paslanmaz çelik (14301), alüminyum (AlMg3), anodize alüminyum (E6EV1), beyaz sac (lehime uygun), galvanizli çelik (DX51D+Z), çelik levha (DC01)
Somun ve cıvataların kaynaklanması veya preslenmesi
Diş açma
Birden fazla parçanın clinching, perçinleme veya kaynak ile birleştirilmesi
Yüzey işlemi toz boyama ile
Etiketleme ve serigrafi baskı ile...






Almanya, Mengkofen
2006
...Parçalarınızın mükemmel ön işleme, en iyi kaplama sonuçlarını garanti eder...
Eşleşen ürünler

Parça Ön İşlemi
Diğer Ürünler

Ateş ve galvaniz kaplama




İspanya, Parets Del Vallès
2010
100-199
Teslimat: Avrupa
...Profil uzunluğu :
- Maksimum 7 m
- Minimum 3 m
Standart kaplamalar :
- Parlak RAL kartı
- Mat RAL kartı
- İnce doku / mat buzlu kart
- Doku ince tohum cl.2 kartı
- Futura ve structura cl.2 kartı
- Anodize ve metalize kartlar
- RAL 9006 ve 9007
Toz kaplama kalitesi :
- Qualicoat
- Qualimarine
Ön işlemler :
- Qualicoat seaside
Sertifikalar :
- ISO 9001
- ISO 14001...





Almanya, Hamburg
1937
200-499
Teslimat: Dünya çapında
...Kaynak
Makine mühendisliği
Yüzey işlemi
FMS tesislerinde ön montaj
Ağırlıklarla test çalışması
Titreşim ölçümü
Yerinde montaj...






Portekiz, São João Ver
1992
Teslimat: Avrupa
...Kork yüzey işlemleri, gazlara ve sıvılara karşı su geçirmezliği artırmak için tasarlanmış, mükemmel hidrofobik özelliklere sahip özel yağlayıcılardır. Bu işlemler, mantarların şişelenmesi ve çıkarılmasını kolaylaştırarak, sorunsuz ve verimli bir süreç sağlar. Kork ürünlerinin performansını ve ömrünü artırmadaki rolleri, kalite ve güvenilirliğin ön planda olduğu endüstrilerde kritik öneme sahiptir...






Almanya, Ebhausen
1993
100-199
Teslimat: Dünya çapında
... süreçler için kullanılabilir. Robotların yardımıyla, 2 veya 3 boyutlu yüzeyler işlenebilir. PlasmaBeam, yüzeyin geri kalanını maskelemeye gerek kalmadan yerel yüzey temizliği sağlar. Örneğin, tel bağlama öncesi ve elektronik endüstrisindeki çeşitli süreçlerde temizlik için kullanılabilir.
Ayrıca, PlasmaBeam aşağıdaki işlemler için bir ön işleme cihazı olarak uygundur: Yapıştırma, bağlama, baskı...






Fransa, Gerardmer
Teslimat: Avrupa
...esneklik ve hava geçirgenliği kazandırmak için ısıtılmış silindirler kullanarak yapılır.
– kazıma: kumaşın yüzeyi, lifleri ortaya çıkarmak ve kumaşa yumuşaklık kazandıracak bir yüzey tüyü oluşturmak için metal uçlarla kazınır.
– ön küçültme işlemi: kumaşın boyutsal stabilitesini artırarak, yıkama sırasında sınırlı bir çekme garantisi verir ve yumuşak bir dokunuş kazandırır.
– tambur, bir kumaşı yumuşatmak veya ona daha fazla hacim kazandırmak için birkaç kez bir yüzeye fırlatılarak yapılır.
Eşleşen ürünler

Mekanik astarlar
Diğer Ürünler

Tote Çanta Tabanı




Hollanda, Rotterdam
Teslimat: Avrupa
...Özel bir tasarım, dış silindiri, silindirik bir ray ve tutucuda yer alan topları birleştirerek, döner hareketle birlikte eksenel yönde döner ve lineer hareketi aynı anda mümkün kılar.
Süper Hassasiyet
Dış silindirin ve milin ray yüzeyi ısıtma işlemine tabi tutulduktan sonra, ultra hassas bir yüzey işlemi uygulanır ve yüksek hassasiyetli çelik toplar kullanılarak sıfır veya hafif bir ön yük...






Almanya, München
2009
5-9
Teslimat: Dünya çapında
...Başlangıç Durumu
Müşteri, lazer kaynak cihazı ile uzun dikişler eklenmiş farklı boyutlarda borular üretmektedir. Kontrol işlemi, iç hataların ön planda olması nedeniyle ultrasonik test ile gerçekleştirilmektedir. Ancak dikişler, pürüzsüz bir yüzey sağlamak amacıyla hemen zımparalandığından, ultrasonik test cihazını doğru bir şekilde yönlendirebilmek için en yüksek noktayı kolay bir şekilde...






Almanya, Elmshorn
1936
100-199
...Özel yapım elmas klips tahtalarımızı temin edebilirsiniz.
Açıklama
Ciltleme işlemi ile, 2,5 mm kalınlığında ekstra pürüzsüz ciltleme kartonu ile güçlendirilmiştir. Ön ve arka yüzey 4 renkli (Skala) ofset baskı ile kaplanmıştır. Ön yüz, üst kısa kenarında görünür şekilde perçinlenmiş bir kağıt klipsi ile donatılmıştır. Baskı görüntünüzün uygulanabilmesi için uygun bir PDF formatında dosya gerekmektedir.
Sonuç
Özel tasarımlı klips tahtası...






Almanya, Plettenberg
1995
20-49
... için uzun süre ön ısıtılır, ardından sıcak ve soğuk haddeleme işlemleri yüksek yüzey kalitesini elde eder. "Parlak haddeleme" en yüksek yüzey tutarlılığı ve yansıtıcılığı sağlar. Sonuç, bir ayna olarak kullanılabilecek kadar yansıtıcı bir alüminyum yüzeydir.






Fransa, Val En Vignes
1997
50-99
Teslimat: Ulusal
...Özel Fransız İmalatı
Seçime göre yüzey işlemi: ham, lake, vernikli, lasürlü, ...
Çeşitli ağaç türleri
Ağaç türü seçimi: Çam, Moabi, Iroko, Ceviz, Meşe, Kayın
Yüzey işlemi seçimi: Ham, lake, vernikli, lasürlü, ön boyama
Fransız İmalatı: Fransa'nın batısındaki atölyelerimizde (79) tasarım ve üretim...
Eşleşen ürünler

Ahşap Çerçeve - Özel Ahşap Çerçeve





Türkiye, Istanbul
2003
50-99
Teslimat: Dünya çapında
...
Lazer kaplama çıkarma, lazer enerjisinin yüzeye odaklandığı ve emildiği ablasyon sürecidir; bu da kaplamanın buharlaşmasına neden olur ve alttaki katmana minimum etki yapar. Bu süreç, metal, plastik, kompozitler ve cam gibi çeşitli malzemelere uygulanabilir.
UYGULAMALAR
- Boya Çıkarma
- Pas Çıkarma
- Yüzey Hazırlığı
- Cephe ve Süsleme Temizliği
- Kaynak ve Kaplama Ön İşlemi
- Sanat Restorasyonu
- Kalıp Temizliği
- Kirleticilerin Giderilmesi
- Havacılık Parçaları Temizliği...






Fransa, Fontaines Les Gres
1943
20-49
Teslimat: Dünya çapında
...Tek taraflı göbeğe sahip zincir dişlileri, DIN ISO 606'ya göre.
Dişliler, bir merkezleme noktası içerir veya ön delikli olabilir (bu, üretim sürecine bağlı olarak değişebilir). Bu nedenle, tabloda belirtilen D3 max. boyutu, dişlilerin sağlandığı maksimum delik boyutuna karşılık gelir. Bu ön delik / merkezleme deliği, müşteri tarafından bir delik, oluklu bir delik veya diş açma ile donatılabilir. Müşteri ayrıca çapını azaltmak için soketler de kullanabilir.
Referans: 22255
Malzeme: Paslanmaz çelik 1.4305
Yüzey İşlemi: Doğal...






İtalya, Grugliasco
...RGB taşlama makinesi, içten yanmalı motorlar için valf saplarının ön yüzey işleme veya son yüzey işleme amacıyla tasarlanmıştır. Yüksek üretim kapasitesi ve kalite standardı, RGB'nin motor valfleri üretimine yönelik odaklanmış araştırmaların bir sonucu olması nedeniyle, piyasanın en talepkar gereksinimlerini karşılamaktadır.
Granitten yapılmış taban, hem boyutsal stabilite hem de titreşim...





Almanya, Köln
1995
200-499
Teslimat: Dünya çapında
... yüzey işlemi ile mevcuttur. Cilalı kristaller, sıvı daldırma deneyleri sırasında teori ile ölçüm arasında iyi bir korelasyon sağlar.
Elektrot Malzemesi
INFICON 1 in. (25.4 mm) araştırma kristalleri mevcuttur...
Frekans Aralığı: 4.976 - 5.020 MHz
Direnç: ~10 Ohm
Kristal Çapı: 1 in. (25.4 mm)
Kristal Konturu: Plano-Plano
Kristal Yönelimi: AT-Kesim, sıcaklıkta frekans stabilitesi için
Uyumluluk: INFICON/Maxtek sıvı prob ve kristal tutucular
Ön Elektrot Çapı: 0.5 in. (12.7 mm)
Ambalaj: Tek tek paketlenmiş/satılmış
Kristal Kalınlığı: 0.013 in. (333µm)
Yüzey Pürüzlülüğü: 50 Å (cilalı)...






Almanya, Mörfelden-Walldorf
1928
1000+
Teslimat: Dünya çapında
...Blindnietmutter ve vida kombinasyonu olarak, blindnietschrauben, kaynak somunları için bir alternatif veya yedek olarak hizmet eder. Aşağıdaki kullanım alanları, GESIPA®-Blindnietschrauben için özellikle uygundur: • Tek taraflı erişim • İnce taşıyıcı malzemeler, örneğin sac, plastik vb. • Gerekli ön merkezleme • Termal etkiler, örneğin, kaynak işlemi sırasında bağlantı elemanına uygulanamaz veya...






Almanya, Lichtenstein
1982
...Kaplama sürecinin başında ön işleme ve temizlik vardır.
Eşleşen ürünler

Ön işleme/Temizlik
Diğer Ürünler

Toz Boya Sistemleri




Almanya, Iserlohn
...Yüksek kalite, yalnızca iş parçalarının iyi koordine edilmiş ön işleme ile elde edilebilir.






Almanya, Schmölln-Putzkau
1996
20-49
Teslimat: Ulusal
...Özellikle çelik yapılarında, kumlama, yüzeylerin ön işlenmesi için çevresel etkilere karşı malzemeyi serbest bırakmanın bir yolu olarak düşünülebilir.






Almanya, Rottenburg
2006
90 yılı aşkın bir süredir metal ve plastik parçaların boyanmasıyla ilgileniyoruz. Tek parça üretiminden büyük seri boyamaya kadar, tüm renklerde ve boya sistemlerinde tek ve çok katmanlı boyama işlemleri gerçekleştiriyoruz. Kendi ön işleme tesislerimizle hem plastikler hem de tüm metaller yıkanabilir ve işlenebilir. Yenilikler ve kendi geliştirmelerimiz, müşterilerimizin ihtiyaçları için en iyi çö...
Eşleşen ürünler

STOZ - Ön İşlem (Metal | Plastik | Diğer)
Diğer Ürünler

STOZ - Opticolor®




Almanya, Großkarolinenfeld
mawi Pulverbeschichtungen - Metal Kaplamaları için Uzmanınız.
Tek parçaları, seri parçaları ve örnek parçaları kaplıyoruz - parti boyutlarından bağımsız.
Dayanıklı. Renk sadakati. Esnek.
Toz kaplamalı bileşenler, dayanıklılık ve renk sadakati gerektiğinde özellikle uygundur.
Sıvı boya ile karşılaştırıldığında, kaplanmış bileşen ayrıca artırılmış çizilme ve darbe dayanıklılığı ile öne çıkar.
Uyg...




Çin, Ningbo
2002
50-99
Teslimat: Dünya çapında
...# Çelik, WC
Kalıp stili: Tek istasyonlu kalıplar, Çok istasyonlu kalıplar, İlerlemeli kalıplar, Derin Çekme Kalıpları
Tamamlayıcı İşlemler: Şekillendirme, Bükme, Burr Alma, Diş Açma, Rivetleme, Kaynak
Kalıp Hassasiyeti: 0.01mm-0.05mm
Yüzey işlemi: Anodizasyon, krom / çinko / nikel / kalay kaplama, siyahlandırma, boyama, toz kaplama, sıcak daldırma galvanizleme
Örnekler için teslim süresi: 15-30 gün, seri üretim için 30-60 gün
Mevcut Sertifikalar: COC (malzeme sertifikası), Test Raporu, ROHS / SGS, kaplama raporu veya kaplama raporları...






Almanya, Prittriching
1965
20-49
...Ek, ön veya son işlem ile birlikte, tuz banyosu, indüksiyon ve vakum sertleştirme, gaz ve banyo nitrasyonu, asitleme - Mn/Zn-fosfatlama, nikel kaplama, krom kaplama, kalaylama, Durni kaplama, sert anodizasyon, brüniyeleme, lehimleme, kaynak yapma, boyama, gravür, lazerle işaretleme, koruma ve daha fazlası gibi tam ısı ve yüzey işlemlerinin gerçekleştirilmesi.
Eşleşen ürünler

Prototipler ve Bireysel Parçalar
Diğer Ürünler

Küçük seriler ve seri üretim
Almanya, Pappenheim
...Boyama tesisimizde üretilen metal parçalar, önce astar ile kaplanmakta ve ardından son kat boya ile kaplanmaktadır.
Son kat boyama sırasında yüzeyler, RAL renk paleti içinde bireysel renk seçenekleri ile birlikte yapısal efektler ile donatılabilir.
Aşındırıcı korundum ile kumlama, son yüzey işlemleri ve normal çeliklerin ön işlemleri için kullanılmaktadır; bu çelikler daha sonra örneğin boyama...
Eşleşen ürünler

Yüzey İşlemi
Diğer Ürünler

Düz taşlama




Almanya, Heilbad Heiligenstadt
1959
200-499
Teslimat: Dünya çapında
... alt yapı (mm): 819 x 2020 x 1140 (G x Y x D)
Döner tabla çapı (mm): 550
Z ekseni hareket alanı (mm): 300
İşaretlenecek parçanın max. yüksekliği (mm): 180 WA ile
Ön döner kapı geçiş açıklığı (mm): 220 x 185 (G x Y)
Sol yan duvarda cam alan (mm): 210 x 290 (G x Y)
Emiş hortumu bağlantısı: Ø 50 mm
Elektrik bağlantısı: 230V ~
İç mekan aydınlatması: Lamba...






Almanya, Aalen
1985
...Tam Duplex Kaplama, Galvanizleme ve Toz Boyama Tek Elden
Tam garanti ile komple duplex kaplama sunuyoruz.
Ateşle galvanizleme
İnce sıva
Kimyasal ve mekanik ön işlem
Durulama gerektirmeyen pasivasyon
Gönderim...
Eşleşen ürünler

Duplex Kaplama
Diğer Ürünler

Pasla Mücadelede 2 Saat




Almanya, Pressath
2009
5-9
Teslimat: Bölgesel
...Kum püskürtme, yüzeylerin ön işlenmesi için ideal bir yöntemdir ve optimal yapışma ile eşit kaplamalar sağlamak için kullanılır. Bu işlemde, ince püskürtme malzemeleri, yüksek hızda yüzeylere fırlatılarak pas, boya ve diğer kirleticilerin temizlenmesi sağlanır.
Kum püskürtülmüş yüzeyler, etkili bir temizlik sunar ve sonraki boyama işlemleri için mükemmel olan pürüzlü bir yapı oluşturur...






Almanya, Röthenbach
1952
20-49
...Hidrojen kaynaklı kırılmalara karşı önlem almak için parçaları yüzeye göre ara veya son adım olarak bir temperleme fırınına koyuyoruz.
Kaplama sürecinde, hem ön işlemde hem de kaplama sırasında yan ürün olarak hidrojen oluşur ve bu hidrojen malzemeye sızabilir. Yüksek mukavemetli bileşenlerde bu, en kötü durumda hidrojen kaynaklı kırılmalara yol açabilir. Bu, örneğin vidalarda başların kırılmasına neden olabilir.
Buna karşı koymak için parçaları yüzeye göre ara veya son adım olarak bir temperleme fırınına koyuyoruz. Bu ısıl işlem sırasında hidrojen, malzemeden büyük ölçüde çıkar.






'%3e%3crect%20width='533'%20height='1222'%20transform='translate(-190%20533.015)%20rotate(-90)'%20fill='%23005038'/%3e%3cpath%20opacity='0.5'%20d='M-188.473%20115.614C-112.211%2088.0158%2038.3422%2079.0809%20149.473%20189.232C239.492%20278.456%20248.652%20349.321%20210.698%20425.33C166.794%20513.26%20245.339%20673.443%20504.997%20535.212C753.274%20403.039%20959.781%20419.698%201032%20444.549'%20stroke='%23648E15'%20stroke-width='2.73803'/%3e%3cpath%20opacity='0.3'%20d='M99.5799%20536.403C60.7784%20573.721%20-2.13318%20573.721%20-40.9347%20536.403C-79.7379%20499.085%20-79.7379%20438.58%20-40.9347%20401.262C-2.13318%20363.943%2060.7784%20363.943%2099.5799%20401.262'%20stroke='%23648E15'%20stroke-width='126'/%3e%3cg%20opacity='0.5'%3e%3cpath%20d='M327.525%2071.6638L327.525%2091.4636'%20stroke='%23648E15'%20stroke-width='2.73803'%20stroke-linecap='round'%20stroke-linejoin='round'/%3e%3cpath%20d='M317.216%2081.5645L337.814%2081.5645'%20stroke='%23648E15'%20stroke-width='2.73803'%20stroke-linecap='round'%20stroke-linejoin='round'/%3e%3c/g%3e%3c/g%3e%3cdefs%3e%3cclipPath%20id='clip0_5773_12938'%3e%3crect%20width='533'%20height='1222'%20fill='white'%20transform='translate(-190%20533.015)%20rotate(-90)'/%3e%3c/clipPath%3e%3c/defs%3e%3c/svg%3e)
'%3e%3crect%20width='631.8'%20height='1440'%20transform='translate(0%20492.151)%20rotate(-90)'%20fill='%23005038'/%3e%3cpath%20opacity='0.5'%20d='M1.79999%20-2.62141C91.667%20-35.3357%20269.078%20-45.9269%20400.034%2084.6419C506.112%20190.405%20516.905%20274.406%20472.182%20364.505C420.444%20468.734%20513.002%20658.61%20818.981%20494.755C1111.55%20338.082%201354.9%20357.829%201440%20387.286'%20stroke='%23648E15'%20stroke-width='2.73803'/%3e%3cpath%20opacity='0.3'%20d='M341.24%20496.167C295.516%20540.402%20221.381%20540.402%20175.658%20496.167C129.932%20451.932%20129.932%20380.211%20175.658%20335.976C221.381%20291.739%20295.516%20291.739%20341.24%20335.976'%20stroke='%23648E15'%20stroke-width='126'/%3e%3cpath%20opacity='0.3'%20fill-rule='evenodd'%20clip-rule='evenodd'%20d='M1127.93%2040.9066L1075.14%2040.9066L1049.78%20-2.03165L1075.66%20-45.8521L1127.41%20-45.8521L1153.29%20-2.03165L1127.93%2040.9066ZM1260.73%20-51.9094L1153.36%20-156.011C1124.72%20-183.784%201078.28%20-183.784%201049.64%20-156.011L942.271%20-51.9094C913.628%20-24.1369%20913.628%2020.89%20942.271%2048.6624L1049.64%20152.767C1078.28%20180.54%201124.72%20180.54%201153.36%20152.767L1260.73%2048.6624C1289.37%2020.89%201289.37%20-24.1369%201260.73%20-51.9094Z'%20fill='%23648E15'/%3e%3cpath%20opacity='0.5'%20d='M147.091%2052.3593L136.548%2052.3593C134.671%2052.3593%20133.149%2053.8348%20133.149%2055.6549L133.149%2065.8777C133.149%2067.6978%20134.671%2069.1732%20136.548%2069.1732L147.091%2069.1732C148.969%2069.1732%20150.49%2067.6978%20150.49%2065.8777L150.49%2055.6549C150.49%2053.8348%20148.969%2052.3593%20147.091%2052.3593Z'%20fill='%23648E15'/%3e%3cpath%20d='M1038.52%20101.031C1045.58%20101.031%201051.3%2095.4844%201051.3%2088.642C1051.3%2081.7996%201045.58%2076.2528%201038.52%2076.2528C1031.47%2076.2528%201025.75%2081.7996%201025.75%2088.642C1025.75%2095.4844%201031.47%20101.031%201038.52%20101.031Z'%20stroke='%23005038'%20stroke-width='2.73803'%20stroke-linecap='round'%20stroke-linejoin='round'/%3e%3c/g%3e%3cdefs%3e%3cclipPath%20id='clip0_5518_1915'%3e%3crect%20width='631.8'%20height='1440'%20fill='white'%20transform='translate(0%20492.151)%20rotate(-90)'/%3e%3c/clipPath%3e%3c/defs%3e%3c/svg%3e)
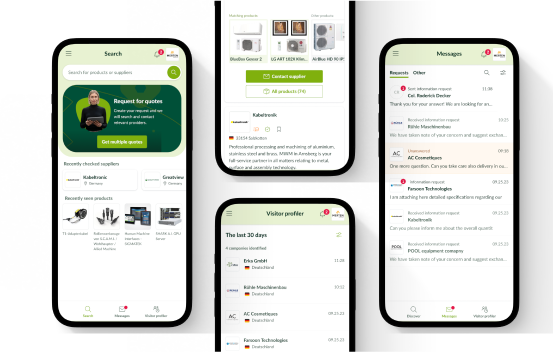
europages uygulaması burada!
Gelişmiş sağlayıcı arama aracımızı kullanın veya alıcılar için yeni europages uygulamasıyla hareket halindeyken sorularınızı oluşturun.
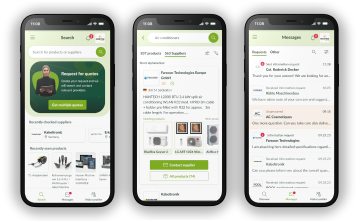
App Store'dan indir
